Режимы сварки
Режим сварки определяет внешний вид, размеры литой зоны и прочность соединения. Важной характеристикой режима контактной сварки является его жесткость, которая зависит от длительности протекания тока, а также от толщины и температуропроводности свариваемого металла. При одинаковой длительности протекания тока более жестким будет режим, применяемый при сварке металла большей толщины или металла с меньшей температуропроводностью. Например, при одной и той же длительности тока режим, сварки низкоуглеродистой стали будет более жестким, чем алюминиевого сплава.
Форма и расположение зоны расплавления металла в месте сварки определяются тепловыделением и теплоотводом в электроды и детали. С изменением длительности тока (изменением жесткости режима) влияние тепловыделения и теплоотвода на формирование соединений меняется.
При точечной, рельефной и шовной сварке на жестких режимах форма и расположение литой зоны обусловливаются распределением плотности тока в контакте деталь — деталь. Плотность тока зависит от толщины свариваемых деталей и размеров рабочей поверхности электродов. В связи с тем, что сварка ведется при малых длительностях тока, теплоотвод практически не влияет на формирование зоны расплавления.
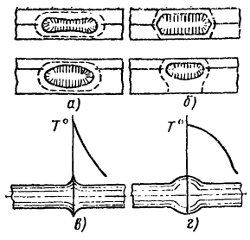
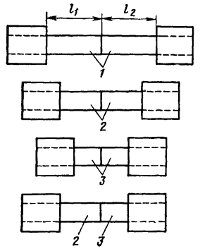
При сварке на мягком режиме форма и расположение литой зоны зависят от теплоотвода в электроды и свариваемые детали. Литое ядро располагается практически на равном удалении от наружных поверхностей деталей (рис. 38,а), поэтому в случае сварки деталей неравной толщины оно смещено в деталь большей толщины, В связи с большей длительностью нагрева при использовании мягких режимов размеры зоны термического влияния (штриховые линии) и пластического пояса больше, чем и случае жестких режимов.
При сварке на жестком режиме литое ядро расположено более симметрично относительно плоскости соединения деталей. Незначительный теплоотвод в электроды при сварке на жестких режимах деталей равной толщины позволяет получить большую высоту литой зоны.
Наряду с преимуществами (экономичность, производительность, небольшие вмятины от электродов, высокая стойкость электродов) жесткие режимы требуют повышенных усилий электродов из-за опасности выплесков металла и более стабильную длительность протекания тока. Это ограничивает использование жестких режимов при сварке деталей сложной формы на фигурных электродах, имеющих малые сечения.
При стыковой сварке сопротивлением форма сварного соединения также зависит от жесткостя режима. При жестком режиме с малой длительностью тока и высоком контактном сопротивлении размеры зоны нагрева и пластической деформации значительно меньше, чем при мягком. Различное контактное сопротивление получают изменением усилия осадки.
В связи с тем, что расчетные методы определения режимов сварки разработаны недостаточно полно, режимы сварки новых сочетаний толщин и марок металлов определяют опытным путем. Для этого используют общие требования к режимам сварки металлов определенной группы и опытные данные по сварке металлов, близких по своим свойствам к свариваемому металлу.
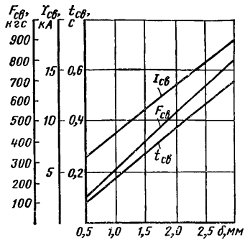
Производственным опытом установлено, что при точечной, рельефной и шовной сварке зависимость основных параметров режима от толщины металла носит практически линейный характер. Это существенно упрощает определение режимов сварки. Например, зная режимы сварки металла минимальной и максимальной толщины, можно, построив зависимость основных параметров от толщины, определить Ориентировочные параметры режимов сварки промежуточных толщин металлов.
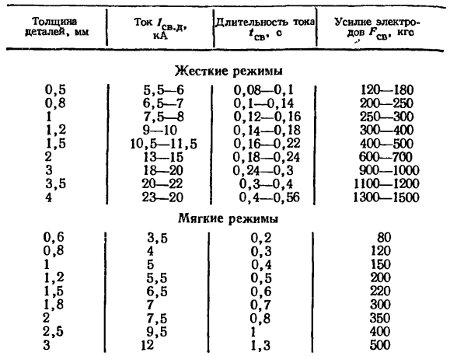
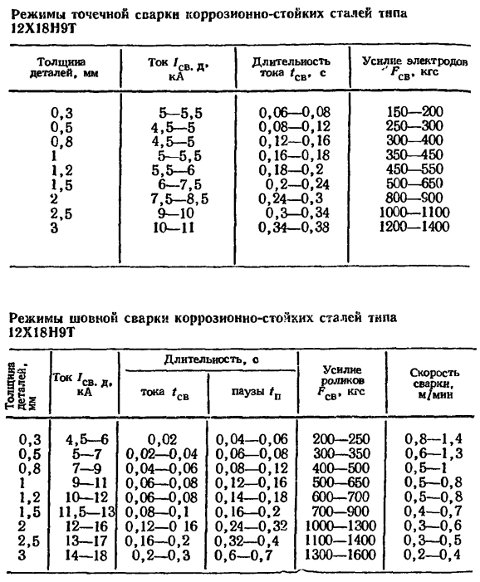
В таблице приведены ориентировочные режимы сварки наиболее распространенных металлов, обеспечивающие получение сварных соединений размерами, указанными в табл. Режимы даны применительно к сварке деталей с отношением толщин до 2:1. При большем отношении толщины режимы должны быть соответствующим образом изменены, В режимах приведены максимальные действующие значения тока для машин переменного тока и максимальные (амплитудные) значения тока для машин низкочастотных, конденсаторных и постоянного тока.
Для точечной сварки низкоуглеродистой стали может быть использован широкий диапазон режимов по жесткости. При точечной сварке сталей 10, 20 на жестких режимах в зоне термического влияния возможно образование структур закалки, что придает хрупкость сварным точкам. Для устранения этого явления увеличивают длительность тока в 1,5— 2 раза или сваренные детали подвергают термической обработке непосредственно в машине путем повторного включения тока.
При точечной сварке закаливающихся низколегированных сталей (типа ЗОХГСА) также необходима термическая обработки. Пауза, чтобы зафиксировать структуру закалки.
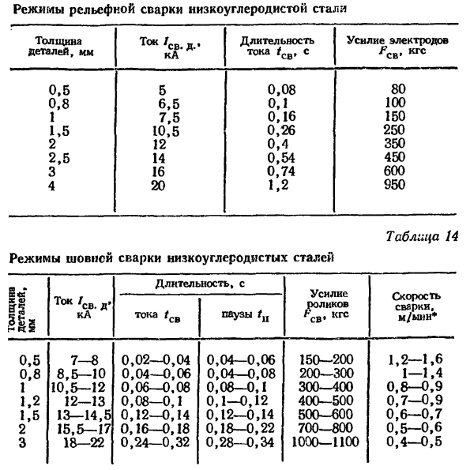
Режимы рельефной сварки низкоуглеродистой стали близки к режимам точечной сварки с теми же размерами литой зоны. Для устранения всплесков обеспечивают плавное нарастание сварочного тока.
Шовная сварка низкоуглеродистой стали выполняется на жестких режимах. В связи с меньшими и некоторым шунтированием тока в ранее сформированные литые зоны шва сварочные токи на 40— 50% больше, чем при точечной сварке.
Коррозионно-стойкие (нержавеющие) стали из-за высокого коэффициента теплового расширения и деформаций сварных узлов сваривают на жестких режимах с повышенными усилиями. Для сварки титановых сплавов используют усилия, на 30— 40% меньшие, чем при сварке коррозионно-стойких сталей, и практически такие же токи.
Точечную и шовную сварку жаропрочных сплавов на никелевой основе выполняют при высоких усилиях и большой длительности протекания сварочного тока (соответственно в 1,8—2 и в 2—3 раза больших, чем при сварке стали 12Х18И9Т). Для устранения дефектов (пор и трещин) шовную сварку ведут на малой скорости.
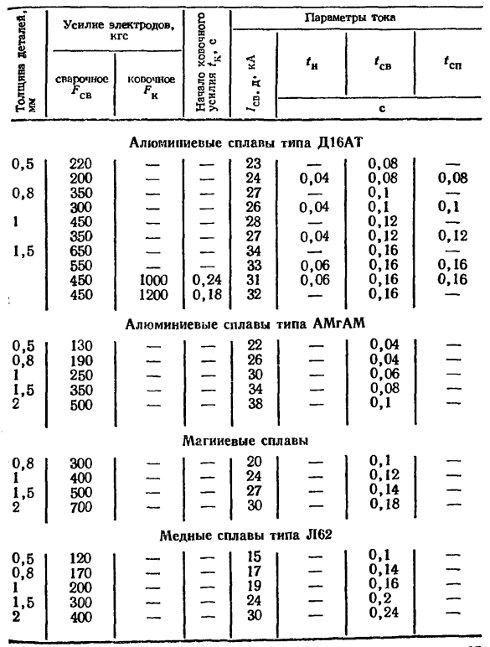
В связи с высокой теплоэлектропроводностью и низкой прочностью при нагреве точечная и шовная сварка цветных сплавов выполняется на жестких режимах. Мягкие режимы сварки вызывают интенсивное загрязнение рабочей поверхности электродов, особенно при сварке пластичных алюминиевых и магниевых сплавов. Высокое качество сварных соединений цветных сплавов получают при сварке на машинах конденсаторных, низкочастотных, постоянного тока. При точечной сварке высокопрочных алюминиевых и магниевых сплавов для устранения пор н трещин используют переменный график усилия с FR.
Машины переменного тока можно использовать для сварки деталей из цветных сплавов толщиной до 1,5 мм. Сварка деталей большей толщины ограничена из-за значительной установочной мощности машины. При сварке на машинах переменного тока применяют плавное нарастание тока для уменьшения загрязнения электродов и вероятности выплесков металла и плавное снижение тока для исключения образования пор и трещин в литом ядре точек. Однако качество получаемых сварных соединений ниже, чем при сварке на машинах с непрерывным током (конденсаторных, низкочастотных а постоянного тока). Достаточно плавные нарастания и спад тока в указанных машинах создают благоприятные условия для сварки легких сплавов.
Мягкие алюминиевые сплавы (ЛМг, АМц), имеющие низкую прочность, сваривают на пониженных усилиях и с использованием электродов с меньшей сферой рабочей поверхности (на 25—30%)т чем при сварке высокопрочных алюминиевых сплавов (Д16Т, ЛМгб).
Наиболее жесткие режимы применяют при сварке алюминиевых сплавов на конденсаторных машинах. Благоприятная для сварки форма импульса тока и относительно небольшая длительность позволяют получить на конденсаторных машинах очень высокую стойкость электродов (200—250 точек при сварке металла толщиной 1+1 мм).
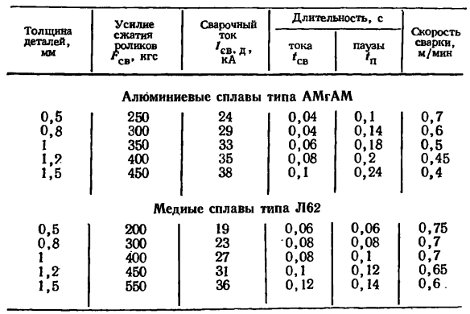
Шовную сварку цветных сплавов толщиной до 1,5 мм можно выполнять при непрерывном вращении роликов на машинах переменного тока. Прерывистое (шаговое) вращение роликов с остановкой на время включения тока применяют для уменьшения загрязнения рабочей поверхности роликов и лучшего обжатия металла шва.
При шовной сварке алюминиевых сплавов на машинах низкочастотных и постоянного тока используют более мягкие режимы сварки, чем при точечной. Прерывистое перемещение свариваемых деталей может быть применено при сварке отдельными точками на шовной машине вместо точечной сварки.
Наряду с электрическими и механическими параметрами процесса стыковой сварки важное значение имеет установочная длина деталей. При малой установочной длине теплота интенсивно отводится в губки и нагрев металла в зоне стыка недостаточен для получения качественного сварного соединения. При большой установочной длине возможен перегрев деталей и увеличение длины деформируемого участка металла около стыка, а также перекос и смещение торцов. Установочная длина зависит от теплоэлектрonpоводности свариваемого металла и увеличивается с ее повышением. При сварке разноименных металлов установочную длину выбирают различной для каждой из деталей.
С увеличением сечения деталей применяют более мягкие режимы сварки сопротивлением с меньшими плотностью тока и усилием осадки и большей длительностью протекания тока. При повышении теплоэлектропроводности металла режим сварки ужесточают. При небольших сечениях деталей (до 50 мм2) сварка сопротивлением дает возможность получать качественные соединения большинства легированных сталей и цветных сплавов. Для уменьшения окисления при нагреве, и получения качественных соединений при небольшой деформации сварку сопротивлением иногда выполняют в защитной газовой среде или вакууме.
Стыковая сварка оплавлением низкоуглеродистых сталей обеспечивает получение соединений высокого качества в широком диапазоне сечений деталей (20— 20000 мм2). При сварке стержней используют умеренные параметры режима. Стержни диаметром до 50 мм сваривают непрерывным оплавлением, а больших диаметров — только оплавлением с подогревом. Стержни квадратного и прямоугольного сечений свариваются хуже из-за затрудненной деформации металла в углах. Применение подогрева позволяет сваривать детали относительно больших сечений на машинах малой мощности.
Сварку оплавлением выполняют с относительно большими усилиями осадки, которые могут вызвать проскальзывание деталей в губках машины. Усилие зажатия должно обеспечивать надежный электрический контакт и исключать проскальзывание. Усилие зажатия круглых стержней из низкоуглеродистой стали в 1,4— 1,7 раза больше усилия осадки.
Стыковую сварку оплавлением с подогревом широко используют при изготовлении режущего инструмента (сверл, разверток и т. п.). Рабочую часть инструмента изготовляют из быстрорежущей стали, а хвостовую — из углеродистой стали. При сварке инструмента подогрев перед оплавлением должен обеспечивать температуру концов заготовок на длине 5 - 10 мм в пределах 1100 - 1200°С. Из-за разных теплоэлектропроводностей свариваемых металлов установочная длина заготовки из углеродистой стали в 1,3—1,5 раза больше, чем заготовки из быстрорежущей стали. Для предупреждения образования хрупких структур закалки и трещин заготовки сразу после сварки следует подвергать термической обработке.