Передвижные и специальные машины
Для сварки крупногабаритных узлов большой массы используют передвижные (подвесные и переносные) машины. Наиболее широкое применение нашли точечные подвесные машины для сварки узлов автомобилей, сельхозмашин и пространственной арматуры железобетонных конструкций. Подвесные машины могут быть с вынесенным (отдельным) и встроенным трансформатором. Машина с вынесенным трансформатором, включающая трансформатор, гибкий кабель и рабочий инструмент — клещи, комплектуется пневматическим или пневмогидравлическим устройством, обеспечивающим получение требуемых усилий сжатия, контактором и аппаратурой управления.
Подвесные машины выпускают с пневматическим (МТПП-75) или пневмогидравлическим (МТПГ-75, МТП-1203, МТПГ-150) приводом усилия на токи 8 и 12,5 кА. Машины снабжены клещами различных конструкций прессового и радиального типов.
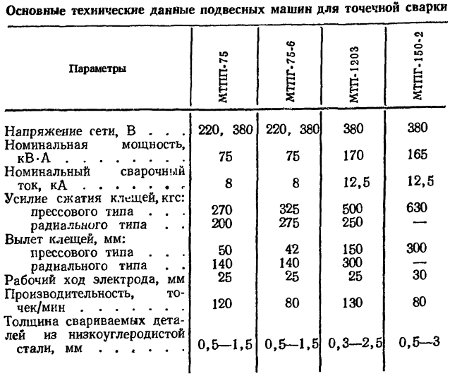
В машине МТПП-75 сварочные клещи 6 соединяются с трансформатором закрепленным на подвеске 3 двумя кабелями 7, состоящими из гибких медных проводов, заключенных в изолирующий резинотканевый рукав. Концы каждого кабеля имеют наконечники для присоединения к трансформатору и токоведущим консолям клещей. Внутреннее водяное охлаждение кабеля позволяет обеспечить высокую плотность тока в токоведущих проводах.
Вторичная обмотка сварочного трансформатора состоит из двух витков, которые можно соединять параллельно и последовательно, что позволяет с учетом переключения ступеней регулировать вторичное напряжение в больших пределах (5—19 В), Последовательное соединение вторичных витков рекомендуется при использовании нестандартного кабеля {меньшего сечения или большей длины). На трансформаторе 4 установлена панель 5 с пневмоаппаратурой. На подвесных машинах типа МТПГ здесь же помещен пневмогидропреобразователь. Для управления работой машины МТПП-75 используют игнитронный контактор 2 и регулятор цикла сварки 1 (типа РВЭ-7).
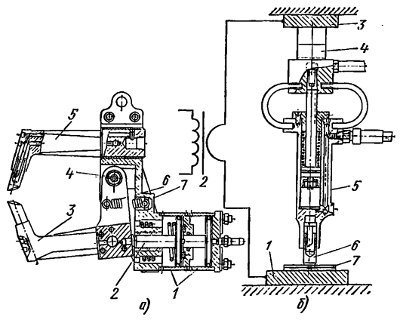
Для создания усилия в клещах применяют два (или три) пневматических цилиндра L Шток 2 передает усилие подвижной консоли 3, которая находится на оси 4, установленной в неподвижной консоли 5. Консоли 3 и 5, выполненные из медного сплава, электрически изолированы одна от другой. На торцах консолей имеются резьбовые конусные отверстия для присоединения зажимов гибкого кабеля, который также подводит и отводит воду, охлаждающую консоли клещей и электроды. Обратный ход консоли 3 осуществляется с помощью пружин 6 и 7. Полости цилиндра соединены с электропневматическим клапаном резиновым шлангом.
При пневмогидравлическом приводе в клещах установлены гидроцилиндры одностороннего действия (обратный ход обеспечивается пружинами). Гидроцилиндры соединяются с пневмогпдропреобразователем гибким шлангом высокого давления.
На производстве при необходимости сварки узлов различных размеров и формы стандартные клещи подвесных машин часто заменяют специальными.
Точечную сварку на сборочных операциях иногда выполняют распорными пистолетами, для питания которых применяют трансформаторы и аппаратуру подвесных машин. Для сварки детали 7 помещают на нижний токоподвод и устанавливают распорный пистолет. Над местом сварки расположен верхний токоподвод 3, в который при подаче масла в гидроцилиндр пистолета упирается колодка 4. Последняя соединена гибкими шинами с токопроводящим корпусом 5, в котором находится электрод 6. Таким образом, к зоне сварки подводится ток от трансформатора 2, а усилие создается за счет упора колодки 4 в жестко закрепленный токоподвод 3. Распорные пистолеты не имеют громоздкого кабеля. Благодаря простоте конструкции и относительно небольшой массе они удобны в работе.
Иногда при точечной сварке громоздких деталей толщиной до 1,5 мм применяют ручные пистолеты» у которых усилие нажатия (до 30 кгс) на соединяемые детали создает рабочий сварщик. В этом случае ток от трансформатора одним гибким кабелем подводится к электрододержателю пистолета к другим — к токоведущей подкладке, на которой расположены свариваемые детали. При сварке детали небольшой толщины с деталью большей толщины (более 5 мм) токоведущую подкладку можно не применять, а ток непосредственно подводить кабелем к нижней детали.
Все подвесные и переносные машины с вынесенным трансформатором имеют значительную установочную мощность из-за больших потерь в гибком кабеле (более 70% мощности машины). Толчки и вибрация кабеля, возникающие при протекании тока вследствие действия электродинамических сил, быстро разрушают гибкие медные проводники и, кроме того» утомляют рабочего.
Подвесные и переносные машины со встроенными трансформаторами более удобны в работе и не утомляют рабочего, так как в них нет тяжелых токоподводящих кабелей, К их недостатку можно отнести меньшую маневренность при сварке в труднодоступных местах.
Машины (клещи) со встроенным трансформатором могут иметь ручной, пневматический или пневмогидравлический приводы усилия с прямолинейным или радиальным ходом электродов. Основным узлом клещей К-243В является трансформатор на задней крышке которого укреплен пневмодиафрагменный привод 2. Последний действует на толкатель 3, связанный с подвижной консолью 5. Неподвижная консоль б установлена на передней крышке трансформатора 1, внутри которой расположены гибкие шины, подводящие ток от вторичной обмотки к консолям с электродами. Благодаря применению специальной трансформаторной стали для мапиггопровода и стойкой тонкой изоляции обмоток трансформатор имеет достаточную мощность (90 кВ-А)т небольшие габаритные размеры и массу. Клещи установлены в круглой раме 4 турельного типа, которая закреплена на стальном гибком тросе пружинного балансира (противовеса), уравновешивающего клещи при их перемещении вверх и вниз.
Пистолет (головка) К-264 для односторонней двухточечной сварки имеет встроенный трансформатор 2, в передней крышке 3 которого расположены два электрододержателя 5 с электродами 6. Усилие (нажатие) электродов создается вручную рабочим, для чего служат рукоятки/. Равные усилия электрододержателей обеспечиваются с помощью подпружиненного коромысла 4. Одностороннюю двухточечную сварку пистолетом можно выполнять на токопроводящей подкладке и без нее. Расстояние между электродами (сварными точками) можно изменять в пределах 30—60 мм.
Клещи и пистолет питаются от сети через промежуточный понижающий трансформатор. Изменением его коэффициента трансформации можно ступенчато регулировать напряжение, подаваемое на первичную обмотку трансформатора клещей, а следовательно, и силу сварочного тока. Промежуточный трансформатор, контактор и аппаратура управления смонтированы в от¬дельном шкафу. Наряду с точечными передвижными (подвесными) машинами иногда используют клещи для шовной сварки, которые могут иметь как вынесенные, так и встроенные трансформаторы.
Специальные машины и установки применяют для сварки разнообразных узлов в серийном и массовом производстве. Часто специальные сварочные машины устанавливают совместно с транспортирующимн устройствами, образуя единые линии сборки н сварки, например в производстве автомобилей, холодильников и других массовых изделий. Основой таких линий обычно являются многоэлектродные (многоточечные) машины, состоящие из унифицированных узлов: сварочных пистолетов (головок), трансформаторов, пневмо- и гидроаппаратуры и аппаратуры управления. Много электродные машины также используют для сварки плоской сетки — арматуры железобетонных изделий.
В многоэлектродных машинах при точечной сварке деталей из низкоуглородистой стали толщиной до 1 мм применяют односторонний подвод тока, при большей толщине — двусторонний подвод тока к двум точкам. Сварочный трансформатор имеет два вторичных витка, изолированных друг от друга, каждый из которых соединен с двумя пистолетами. В машинах используют пневматические гидравлические пистолеты.
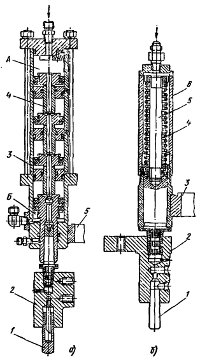
Пневматический пистолет состоит из четырех цилиндров 3, усилия которых суммируются. Для создания усилия редуцированный воздух поступает в полость А верхнего цилиндра, а из него через полые штоки 4 в полости других цилиндров. Обратный ход электрододержателя 2 с электродом 1 обеспечивается путем подачи воздуха в полость Б. Пистолет крепится к станине машины кронштейном 5.
Гидравлический пистолет состоит из корпуса 6, штока 5 с уплотнительной манжетой электрододержателя 2 с электродом закрепленным на конце штока. При подаче масла под давлением в полость корпуса 6 шток 5 перемещается вниз и создает усилие электрода. При этом сжимается пружина 4, которая при выпуске масла обеспечивает обратный ход штока и электрода. Для закрепления пистолета на машине служит кронштейн 3. Пистолеты в многоэлектродных машинах устанавливают с возможностью небольшого изменения расстояния между осями электродов.
В массовом производстве для точечной сварки наряду с многоэлектродными машинами применяют универсальные манипуляторы – роботы. Робот перемещает в пространстве клещи (со встроенным или вынесенным трансформатором), подводя их к месту сварки. Робот обладает «памятью» и его можно «обучать» (переналаживать) для сварки узлов различных размеров и формы.
На производстве применяют специальные машины и установки для рельефной, шовной и стыковой сварки сепараторов шарикоподшипников, бензобаков, цепей, ободьев, лент в процессе прокатки и других изделий.