Точечная сварка
Точечная сварка – способ, при котором детали свариваются не по всей поверхности соединения, а в отдельных точках, соответствующих контактам с деталями стержней –электродов, передающих усилие и подводящих ток. Сопротивление участка металла, зажатого между электродами, складывается из двух контактных сопротивлений контактов электрод-деталь, контактного сопротивления контакта деталь-деталь и собственного сопротивления металла двух деталей. На основании опытов установлено, что контактное сопротивление электрод-деталь примерно в 2 раза меньше контактного сопротивления деталь-деталь.
При включении сварочного тока в первую очередь за счет концентрации линий тока разогреваются выступы контакта, а затем и металл, находящийся в непосредственной близости к контакту. Электроды, используемые при точечной сварке, изготавливают из медных сплавов, имеющих высокую теплопроводность. Чтобы поверхности деталей, контактирующих с электродами, нагревались медленнее, чем внутренние слои металла зоны сварки, при необходимости электроды охлаждают водой.
С повышением температуры металла контактные сопротивления снижаются и теплота выделяется в основном за счет сопротивления деталей. В процессе сварки собственное сопротивление деталей из низкоуглеродистых сталей увеличивается, а деталей из коррозионностойких (нержавеющих) сталей изменяется незначительно. Ток пропускают до тех пор, пока в центральной, наиболее нагретой зоне металл свариваемых деталей не расплавится.
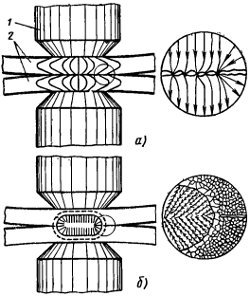
В результате расплавления образуется чечевицеобразная зона жидкого металла, окруженная плотным кольцом нагретого металла, в пределах которого имеет место достаточно прочное соединение в пластическом состоянии (без расплавления). Это кольцо-поясок, сжатое при нагреве усилием электродов, является уплотнением, препятствующим вытеканию жидкого металла в зазор между свариваемыми деталями. После получения зоны расплавления необходимых размеров сварочный ток выключают, металл охлаждается и в результате его затвердевания – кристаллизации формируется ядро сварной точки (рис. 1, б).
Литое ядро точки у большинства металлов имеет дендритную структуру, подобную структуре металла, отлитого в металлическую форму (кокиль). Литое ядро окружено металлом, структура и свойства которого изменились в результате нагрева в процессе сварки. Зона, в пределах которой произошли эти изменения, называется зоной термического влияния или переходной зоной.
На производстве для соединения деталей применяют различные приемы точечной сварки, которые в основном характеризуются способом подвода тока. Наиболее распространена сварка двумя электродами с двусторонним подводом тока. Иногда в ка¬честве одного из электродов используют плоскую под¬кладку — шину, что удобно для сварки-при¬хватки в процессе сборки деталей в различных приспо¬соблениях. Для этой цели медные подкладки устанавли¬вают в месте постановки сварных точек. Если одна из свариваемых деталей имеет значительно большую тол¬щину, чем другая (в 3 раза и более), ток можно подве¬сти к этой детали. При этом прочность ниж¬ней детали должна быть такой, чтобы под действием усилия электрода она не прогибалась в месте сварки (не деформировалась). Детали, из которых одна тонко¬стенная и полая, сваривают с использованием токопроводящей вставки.
На практике используют приемы точечной сварки с односторонним подводом тока, так называемую односто¬роннюю сварку. Преимуществами этого вида сварки являются увеличение производительности благодаря постановке одновременно двух точек, меньшая электрическая мощность оборудования и большие возможности механизации процесса сварки по сравнению с двусторонним подводом тока. В большинстве случаев сварку выполняют с использованием токопроводящей подкладки или замкнутых накоротко нижних электродов. Одностороннюю сварку можно вести и без токопроводящей подкладки, если толщина детали, обращенной к электродам, значительно меньше толщины другой детали. Особенность приемов сварки с односторонним подводом тока заключается в том, что часть тока, подводимого электродами, не проходит через зону сварки, а замыкается (шунтируется) по верхнему листу. Ток, проходящий по »верхнему листу, вызывает его нагрев и повышенный износ электродов. В специальных машинах используют схему двухточечной сварки с двусторонним подводом тока.