Стыковая сварка
Стыковая сварка – способ, при котором детали соединяются (свариваются) по всей плоскости их касания под воздействием нагрева и сжимающего усилия. Детали одинакового или близкого по размерам сечения закрепляют в электродах-губках машины, к которым подводят ток. При нагреве и пластической деформации металла в зоне стыка часть элементарных частиц-зерен металла разрушается с одновременным образованием новых (общих для обеих деталей) зерен. Этот процесс называется рекристаллизацией и имеет важное значение для образования соединений при стыковой сварке. Кроме того, обязательным условием получения надежного соединения является удаление пленки окислов на торцах деталей или ее разрушение.
Для сварки используется теплота, выделяемая в контакте между торцами соединения деталей (за счет контактного сопротивления) и в самих деталях, имеющих собственное сопротивление. При стыковой сварке переходные сопротивления губка-деталь весьма малы и практически не оказывают влияние на общее количество теплоты. В стыковой сварке различают сварку сопротивлением и оплавлением.
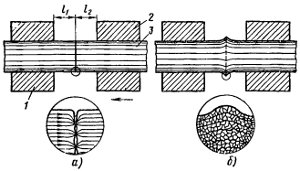
Сварка сопротивлением
Сварка сопротивлением — способ стыковой сварки, при котором ток включается после сжатия деталей усилием, передаваемым губками машины. В начале процесса детали контактируют только по отдельным выступам, что и создает контактное сопротив¬ление» После включения тока благодаря его высокой плотности на выступах металл зоны контакта деталей интенсивно нагревается и под действием усилия высту¬пы сминаются. Контактное "сопротивление быстро умень¬шается и далее нагрев происходит за счет собственного сопротивления деталей, которое увеличивается с повы¬шением температуры. Когда температура в зоне контак¬та станет близкой к температуре плавления металла, детали под действием усилия свариваются в результате рекристаллизации с образованием плавного утолщения-усиления. При стыковой сварке важной ха¬рактеристикой процесса является вылет деталей из гу¬бок — установочная длина. В свя¬зи с тем, что губки интенсивно отводят теплоту, темпе¬ратура в зоне стыка деталей, а следовательно, и качество сварки существенно зависят от установочной длины. При стыковой сварке сопротивлением для сжа¬тия деталей используют постоянное или резко возра¬стающее к концу нагрева усилие, которое снимают по¬сле выключения тока.