Особые случаи сварки
При изготовлении ряда узлов возникает необходимость точечной и шовной сварки деталей неравной толщины из коррозионно-стойких сталей при отношении толщин более 3:1 (толщина тонкой детали 0,1 - 0,6 мм). Такие детали можно сваривать на жестком и мягком режимах.
Жесткие режимы сварки выполняют на конденсатор¬ных машинах и машинах переменного тока при tcв = 0,01 - 0,04 с. При сварке на мягких режимах для повышения температуры в тонкой детали применяют, тепловой экран-прокладку толщиной 0,15—0,25 мм. Режим сварки должен быть таким, чтобы прокладка легко отделялась от поверхности тонкой детали. Для этого поверхности прокладки и тонкой детали должны быть тщательно зачищены. Точечную и шовную сварку деталей с прокладками ведут с длительностью тока 0,06—0,14 с (при толщине тонкой детали 0,2 - 0,6 мм).
Шовную сварку деталей неравной толщины типа сильфонов и мембран с арматурой выполняют на жестких режимах с применением специальных приспособлений, токопроводящих патронов и планшайб, наружных и внутренних цанг. При сварке деталей неравной толщины со стороны тонкой детали устанавливают электроды и ролики со сферической рабочей поверхностью.
Для точечной сварки тонких деталей (экранов, термопар) с крупногабаритными деталями большой толщины целесообразно применять малогабаритный ручной пистолет. При этом необходимое усилие создается сварщиком, а сварочный ток включается при сжатии пружины и срабатывании микровыключателя. Сварочный ток к пистолету и к детали большой толщины подводится гибким кабелем от стационарной машины или отдельного трансформатора. Сварку ведут на жестких режимах.
Стержни (проволоку) из низкоуглеродистой и коррозионно-стойкой сталей сваривают в крест на точечных (по одной или нескольким точкам) или специальных машинах. Для сварки используют электроды с плоской рабочей поверхностью. Обязательным условием получения качественных соединений является уменьшение толщины свариваемых стержней (осадка) в месте сварки на 25—35% их исходной высоты.
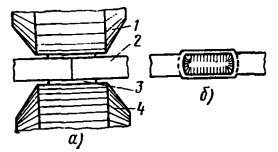
Шовную сварку можно выполнять не только в нахлестку, но и в стык. Стыковые соединения имеют следующие преимущества перед нахлесточными: экономия и меньшая масса металла благодаря отсутствию нахлестки и гладкая поверхность шва, а также большая прочность соединений при переменных нагрузках. Для получения стыкового соединения между роликами 1, 4 и деталями 2 помещают две тонкие накладки 3 из того же металла, что и детали. Использование накладок повышает тепловыделение, снижает отвод теплоты в ролики и позволяет получить 100%-ное проплавление деталей. При сварке встык с накладками не требуется специальная подготовка кромок деталей и допускаются зазоры до 20% толщины деталей. Соединения встык рационально применять для деталей из черных металлов толщиной 1—3 мм при ширине накладок 3,5—6 мм и толщине 0,3—0,5 мм.
Для точечной и шовной сварки деталей с легкоплавкими защитными металлическими покрытиями (цинкование, кадмирование и т. п.) характерно сильное загрязнение рабочей поверхности электродов и роликов, а также расплавление и выдавливание металла покрытия в.зазор между деталями. Последнее для получения качественных соединений требует увеличения сварочного тока и усилия. Сварку таких деталей выполняют на жестких режимах с "Интенсивным наружным охлаждением электродов и свариваемых деталей. При шовной сварке применяют специальные устройства для зачистки рабочей поверхности роликов в процессе сварки.
Для уменьшения загрязнения электродов и улучшения коррозионной стойкости поверхности сварных точек используют пасту, состоящую из 40% алюминиевой пудры, 40% порошка графита и 20% смазки (вазелин, пушсало). Эту пасту наносят перед сваркой на наружную поверхность деталей. Наружное охлаждение при этом не применяют. При точечной и шовной сварке разноименных металлов литая зона смещается в деталь с более низкой теплоэлектропроводностью. Например» при сварке углеродистой стали с коррозионно-стойкой 12Х18Н10Т литая зона смещена в сталь 12Х18Н10Т. Для получения более равномерного проплавления деталей соответствующим образом выбирают размеры рабочих поверхностей электродов (роликов) t кроме того, со стороны брлее теплопроводного металла применяют электрод, изготовленный из медного сплава с низкой теплоэлектропроводностью, например, бронзы Бр. НБТ. При сварке легких сплавов варьируют только размерами рабочей поверхности электродов и используют жесткие режимы сварки на конденсаторных машинах.
Точечную и шовную сварку коррозионно-стойких алюминиевых сплавов (типа АМц, АМг) при большом отношении толщин деталей для получения проплавления тонкой детали выполняют с тепловым экраном-прокладкой из стали I2X18H9T толщиной 0,15— 0,25 мм. Прокладка, установленная между электродом и тонкой деталью, обеспечивает сквозное проплавление последней. Такой прием может быть применен при сварке алюминиевых сплавов на машинах с малыми сварочными токами, В этом случае прокладки устанавливают между обоими электродами и деталями.
Для защиты от коррозии внутреннюю полость нахлестки деталей покрывают перед сваркой лаками, грунтами, а иногда клеями. При точечной сварке такое жидкое покрытие выдавливается из контакта деталей и не препятствует формированию литого ядра. При сварке черных металлов используют электропроводные покрытия из лака 170 с наполнителем из алюминиевой пудры, а при сварке алюминиевых сплавов — грунты типа АЛГ-1 и специальные пасты. Для более полного выдавливания жидкого покрытия рекомендуется увеличивать усилие электродов. Сварка деталей с предварительно нанесенным покрытием возможна в течение определенного времени его жизнеспособности, зависящей от состава покрытия и температуры помещения.
Кроме соединений внахлестку деталей из листа с выштампованными рельефами применяют Т-образную рельефную сварку деталей типа болтов, шпилек, стержней торцом к листу. На торцах деталей, свариваемых с листом, должны быть образованы рельефы для концентрации нагрева в стыке деталей. Наиболее распространенной является коническая и сферическая обработка торцов. Лучшие результаты достигаются при подводе сварочного тока к боковой поверхности стержня, ближе к месту сварки. При небольшой высоте и достаточном сечении деталей допускается подводить ток с торца. При Т-образной сварке соединение формируется преимущественно без расплавления металла (в твердой фазе), аналогично стыковой сварке сопротивлением. Несмотря на отсутствие литой зоны при использовании рациональных режимов сварки соединения обладают высокой прочностью и разрушаются с вырывом по основному металлу.