Контроль процесса сварки
Для контроля качества соединений в процессе сварки применяют следующие способы: внешний осмотр образцов и сварных узлов; разрушение образцов (технологическая проба); исследование макроструктуры металла сварных соединений на образцах; механические испытания образцов; измерение параметров режима; рентгеновское просвечивание образцов и сварных узлов; испытание на герметичность; выборочное разрушение узла (при приемке партии узлов).
Применение различных способов контроля и его объем определяют по степени ответственности сварных соединении (узлов) и записывают в картах технологического процесса. На производстве для контроля качества сварных соединений широко используют периодические испытания и исследования технологических образцов, свариваемых в тех же условиях, что и детали. Для того чтобы по результатам контроля технологических образцов можно было судить о качестве сварных соединений узла, необходимо обеспечить идентичность металла, формы, размеров сварного шва, подготовки поверхности и режима сварки технологических образцов и деталей узла.
Внешний осмотр соединений проводят невооруженным глазом или через лупу 7—10-кратного увеличения. При осмотре проверяют расположение сварных точек и швов, форму и размеры вмятины от электродов (роликов), наличие наружных дефектов, зазоры между деталями.
Внешним осмотром соединений стыковой сварки выявляют дефекты геометрической формы (перекосы, смещения, укорочения), подгар поверхности, пережог металла стыка. После снятия заподлицо грата и усиления шва, полирования и травления могут быть выявлены трещины, окисные включения и местный непровар.
Размеры отпечатков от электродов (роликов) не могут служить объективным показателем качества сварного соединения. Однако изменение размеров отпечатков при неизменной настройке машины свидетельствует о нарушении процесса сварки (изменений рабочей поверхности электродов, параметров режима и т. тт.) и о возможном изменении качества соединения. В этом случае сварку узла прекращают» сваривают технологический образец и подвергают его контролю.
Отпечатки сварных точек должны иметь круглую форму (допускается некоторая овальность), отпечатки шва — равномерную чеЪпуйчатость, Бели требуется, глубину вмятины от электродов измеряют индикатором часового типа. Нормальная глубина вмятины составляет 10—15% толщины деталей» а при сварке деталей неравной толщины может увеличиваться до 25%. На поверхности точек и швов не должно быть выплесков металла. Допустимы небольшие наружные выплески при шовной сварке деталей неравной толщины типа сильфонов с арматурой. При внешнем осмотре соединений рельефной сварки контролируют заполнение выштампованного углубления рельефа. По степени его заполнения металлом можно судить о качестве соединения.
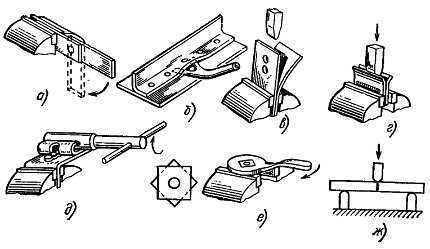
Качество соединений при подборе режима и в процессе сварки контролируют технологической пробой (разрушением образцов), позволяющей установить примерные размеры литой зоны (если она имеется) и характер разрушения соединения. Технологическую пробу для образцов точечных, рельефных и шовных соединении обычно выполняют в тисках с помощью зубила, молотка или специальных приспособлений. При этом разрушение соединения должно происходить по зоне термического влияния, основному или литому металлу (при скручивании сварных точек).
При несквозном разрушении измеряют глубину впадины или высоту выступающей части металла соединения» и если она составляет не менее 30% толщины детали, то проплавление "считается нормальным. Диаметр вырыва и ширина шва на разрушенных образцах должны быть не менее минимальных размеров литой зоны (см. табл. 1, 2).-Следует отметить, что разрушение образцов соединений неравной толщины (при тонкой детали толщиной 0,1—0,5 мм) со сквозным вырывом еще не свидетельствует о наличии взаимной литой зоны, что может быть установлено только при металлографическом исследовании. Диаметр литого ядра, а также наличие выплесков, трещин и раковин можно определить по излому после скручивания сварных точек. По технологической пробе можно также оценить степень пластичности сварного соединения (по углу поворота образца, хрупкому разрушению).
Технологическая проба образцов стыковой сварки при плоских заготовках проводится на изгиб до раз рушения или на угол 180°. При разрушении осматривают поверхность излома и сравнивают с эталоном. Трубчатые заготовки в месте стыка сплющивают ударами молотка или на прессе. Сварные заготовки инструмента (быстрорежущая) сталь 4- углеродистая сталь) контролируют путем удара об угол массивной металлической плиты.
Металлографические исследования макроструктуры сварных соединений проводят на шлифах для определения размеров литой зоны и выявления внутренних дефектов. Для этой цели сварные образцы разрезают перпендикулярно по центру сварной точки или поперек и вдоль шва.
Образцы из черных металлов удобно разрезать абразивным отрезным кругом, а из легких и цветных сплавов — ножовкой или высокооборотными дисковыми пилами. При вырезке шлифов следует избегать сильного, нагрева и деформации металла. Шлифы обрабатывают напильником и шлифуют шкуркой или на абразивном круге с резиновой основой.
После шлифования на поверхность шлифа наносят раствор травителя и после выявления литой зоны соединения шлиф промывают водой и сушат. На полученном макрошлифе должна быть отчетливо видна граница между литым и основным металлом. На продольном шлифе сварного шва должно быть видно перекрытие литых зон.
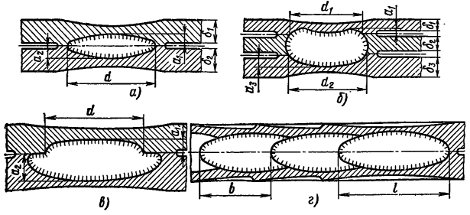
Перекрытие герметичного сварного шва должно быть в пределах 25—50%, если последняя литая зона шва на шлифе отсутствует, то точно определить перекрытие невозможно.
Размеры литой зоны сварных соединений на макрошлифах устанавливают в заводской лаборатории (при отработке нового режима) с помощью микроскопа, а в цеховых условиях в процессе сварки узлов с помощью лупы 10-кратного увеличения.
Высокая и стабильная прочность является основным показателем качества сварных соединений. Прочность соединений, полученных точечной, рельефной и шовной сваркой, зависит от размеров литой зоны, свойств литого металла и зоны термического влияния. Наибольшее влияние на прочность точечных соединений оказывает диаметр литого ядра. Прочность соединений шовной сварки па срез (разрыв) мало зависит от ширины литой зоны, так как уже начиная с ширины литой зоны, равной 50—60% рекомендуемой, соединения разрушаются с разрывом основного металла в зоне термического влияния.
Для большинства металлов прочность соединений практически не зависит от жесткости режима сварки. Исключение составляют закаливающиеся стали, чувствительные к термическому циклу сварки. Прочность соединений, полученных без расплавления (Т-образная и в крест рельефная и стыковая сварка), существенно зависит от режима сварки.
Прочность соединений определяют по результатам механических испытаний образцов на срез (разрыв) и реже на отрыв (точечные соединения) и ударную вязкость (соединения стыковой сварки). Образцы испытывают на специальных разрывных машинах в лаборатории механических испытаний. Образцы для испытаний точек на срез (5—10 образцов) выполняют одноточечными шириной 15—40 мм и длиной 75—150 мм (каждая пластина) соответственно для металла толщиной 0,5— 4 мм. Образцы для испытаний сварных швов на срез шириной 15—30 мм вырезают из карт с длиной шва 250—300 мм.
При испытаниях на срез сварные точки разрушаются как со срезом литого металла, так и с вырывом ядра (сквозным и несквозным) из основного металла. Со сквозным вырывом преимущественно разрушаются сварные точки на образцах пластичных металлов и малой толщины (0,3—0,8 мм). Однако четкого разграничения по характеру разрушения одноточечных образцов нет. Разрушение одноточечного образца по основному металлу свидетельствует о недостаточной ширине образца, и по нему нельзя судить о прочности течки. Образцы сварных швов при испытаниях на срез разрушаются только с разрывом по границе шва или по основному металлу. Срез шва свидетельствует о его малой ширине.
Для механических испытаний соединений стыковой сварки изготовляют стандартные образцы со стыком, расположенным в середине образца. Т-образные и крестообразные соединения рельефной сварки испытывают па разрыв в специальных приспособлениях.
Сварные соединения считают доброкачественными, если разрушающее усилие образцов не ниже минимально допустимого, которое устанавливают на 15—25% ниже средних показателей прочности. Механические испытания образцов обычно выполняют при отработке режима сварки нового металла, а также периодически в процессе сварки для проверки стабильности работы сварочного оборудования.
В связи с тем, что в большинстве случаев контактная сварка выполняется машиной автоматически, без вмешательства человека, качество соединений во многом зависит от стабильности установленных параметров режима сварки. В результате производственного опыта по контактной сварке допускаются следующие отклонения параметров режима (%).
Для измерения действующего значения тока (машин переменного тока) и его амплитудного значения (низкочастотных, конденсаторных и машин постоянного тока) используют прибор АСУ-1м. Датчиком прибора (устройством, преобразовывающим ток в измеряемый сигнал) служит тороидальная катушка, которая надевается на токоведущую часть вторичного контура машин (электрододержатель, консоль) • Прибор АСУ-1 м позволяет измерять сварочные токи в пределах 2— 200 кА.
Для наблюдения и регистрации быстроизменяющихся электрических сигналов (пропорциональных параметрам процесса сварки) используют электронные и светолучевые (шлейфовые) осциллографы. При этом изменение во времени исследуемого сигнала изображается в виде кривой, которая наблюдается на экране или записывается (регистрируется) на фотопленку или бумагу. Для наблюдения н регистрации параметров сварки применение находят электронные осциллографы С1-19Б светолучевые осциллографы Н-102, Н-105 и Н-М5. Осциллографы Н-105 и Н-155 записывают сигналы на специальной бумаге, не требующей мокрого проявления, что позволяет оперативно получать информацию об исследуемых параметрах.
С помощью осциллографов наблюдают и записывают кривые сварочного тока и усилия. Зная масштаб наблюдения или записи, можно определить длительность изменения и действия отдельных параметров режима, например длительность протекания сварочного тока или пауз при шовной сварке. Для контроля параметров процесса стыковой сварки применяют самопишущие приборы типа Н-320, в которых электрические сигналы регистрируются чернилами на бумаге.
Для измерения статических усилий в машинах контактной сварки применяют динамометры различных типов. Наиболее распространены пружинные динамометры. Измеряемое усилие F определяется упругой деформацией пружины в виде скобы,, которая фиксируется индикатором часового типа. Для измерения вместо электродов устанавливают вставки с шариком, входящим в углубления скобы. В зависимости от точки приложения усилия (дальше или ближе к оси индикатора) изменяется диапазон измеряемых усилий. На шовных машинах вставки с шариками закрепляются на роликах. Для измерения усилий на машинах с ограниченным подходом к электродам используют малогабаритный динамометр. Деформация скобы передается шарику (поджатому пружиной), который перемещает ножку индикатора.
Каждый динамометр тарируют и составляют график, устанавливающий соответствие между показаниями индикатора и усилием F.
При измерении быстро нарастающих усилий, например ковочного усилия, во избежание поломки индикатора рекомендуется несколько раньше приложения усилия отвести вверх ножку индикатора и опустить ее после нарастания.