Аппаратура управления машин контактной сварки
Для включения (и выключения) сварочного трансформатора в сеть служат специальные устройства — контакторы. На машинах небольшой мощности с невысокими требованиями к качеству сварных соединений иногда используют электромагнитные контакторы (электромагнитные реле с мощными контактами). В большинстве машин применяют контакторы с так называемыми управляемыми вентилями — игнитронами и тиристорами.
Игнитрон — газоразрядный (ионный) прибор, способный пропускать большие токи при подаче соответствующей электрической команды на управляющий электрод — поджигатель. Тиристор — полупроводниковый кремниевый прибор, проводящий ток при подаче кратковременных импульсов небольшого тока на его управляющий электрод. Контакторы, включаемые в сеть последовательно с первичной обмоткой трансформатора, состоят из двух встречно и параллельно соединенных вентилей- Различают асинхронные и синхронные контакторы с управляемыми вентилями.
Асинхронный игнитронный контактор КИА включает сварочный трансформатор в любой момент времени, не связанный по фазе с изменением напряжения питающей сети, в результате чего возможны несимметрия и нечетное число положительных и отрицательных полупериодов (полуволн) тока, а следовательно, намагничивание сердечника трансформатора и нестабильность сварочного тока.
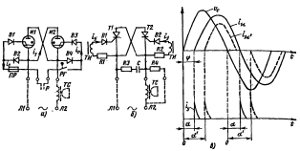
Управляющим элементом контактора является замыкающий контакт Р, который должен быть замкнут на время протекания сварочного тока. При замыкании контакта Р (реле в регуляторе цикла сварки) и полярности, при которой на анод игнитрона И2 подан положительный полупериод питающего напряжения (клеммы Л1, Л2), ток iП потечет от Л/ через диод B2, предохранитель ПР, контакт Р, контакт РГ гидравлического реле, диод ВЗ и поджигатель игнитрона И2 к Л2. Игнитрон загорится и в первичной обмотке сварочного трансформатора потечет ток i1. В конце полупериода течение тока i1 прекратится и с этого момента (плюс на клемме Л2) начнет проходить ток in по цепи поджигателя игнитрона И1, что приведет к зажиганию последнего и прохождению второго полупериода тока i1. Такое поочередное горение игнитронов будет происходить до размыкания контакта Р, после чего игнитронный контактор отключит первичную обмотку ТС от сети при нулевом значении тока, протекающего через последний горящий игнитрон.
Вместо игнитронов в контакторах могут использоваться тиристоры. В синхронном тиристорном контакторе применено фазовое управление током, протекающим через первичную обмотку трансформатора TC, а следовательно, и сварочным током.
Контактор включает трансформатор ТС всегда в строго определенный момент времени» связанный с изменением напряжения питающей cети. Поочередное включение тиристоров Т1 и Т2 обеспечивается подачей на их управляющие электроды кратковременных им-пульсов тока iy от трансформаторов ТИ.
Положение импульсов iy по отношению к нулю напряжения сети «с (рис. 17,6), определяемое углом а, можно регулировать специальным фазорегулирующим устройством. Если а=ф (<р — угол сдвига между напряжением и током), то ток, протекающий через первичную обмотку трансформатора ТС, имеет полнофазное (наибольшее) значение e'ia. При а'>ф длительность включения тиристора (TJ или Т2) в течение каждого полупериода уменьшается, в результате чего уменьшается действующее значение тока /щ* и сварочного тока. Изменяя плавно угол а, получают регулирование сварочного тока.
Цепочка R3r С служит для снижения скорости нарастания напряжения на тиристорах н исключения их самопроизвольного включения (рис, 17, б). При наличии этрй цепочки на первичную обмотку ТС даже до включения сварочного тока подается небольшое напряжение, что может вызывать искренне при размыкании электродов машины. Для устранения этого нежелательного явления параллельно первичной обмотке включают резистор R4.
Сварочные машины в зависимости от мощности комплектуют тиристорными контакторами КТ-1 (на тиристорах ТВ-200), КТ 03 <на тиристорах ТВ-500) и КТ-04 (на тиристорах ТВ-800). Тиристоры имеют внутреннее водяное охлаждение. Таким образом, при использовании в машинах синхронных контакторов с фазовым управлением -сварочный ток можно изменять ступенчато переключением витков первичной обмотки трансформатора и плавно, регулируя момент включения управляемых вентилей (игнитронов или тиристоров) в каждом полупериоде тока.
Синхронный контактор с фазовым управлением и электронным реле времени, обеспечивающим регулирование длительности протекания сварочного тока и паузы (при шовной сварке), называют синхронным прерывателем тока. Применение получили синхронные игнитронные прерыватели тока типов ПИТ и ПИШ. Точечные прерыватели ПИТ позволяют получать одиночные импульсы тока, шовные прерыватели ПИШ — равные по величине и длительности импульсы тока через одинаковые паузы. Длительность импульса (ПИТ и ПИШ) и паузы (ПИШ) независимо регулируются в пределах 1—19 периодов частоты сети (0,02—0,38 с) ступенчато через один период. Прерыватели имеют фазовое управление (рукоятка «Нагрев») для плавного* изменения действующего значения (теплового действия) сварочного тока в пределах 40—100% — тока данной ступени трансформатора машины (изменением угла а).
Электрическая схема прерывателей ПИТ и ПИЩ выполнена с применением электровакуумных приборов (электронных ламп и тиратронов), в результате старения которых при длительной эксплуатации возможно нарушение стабильности работы прерывателей.
Б прерывателях типа ПСЛ этот недостаток устранен применением полупроводниковых логических элементов. Длительность импульсов тока и пауз регулируется дискретно от I до 20 периодов с частотой питающей сети, что обеспечивает практически абсолютно точный отсчет времени. Прерыватели ЛСЛ являются универсальными и пригодны для точечной (рельефной) и шовной сварки. Их выпускают в двух вариантах: с тиристорным контактором (ПСЛ-200, ПСЛ-700, ПСЛ 1200) и игнитронным (ПСЛ-1500). Они также позволяют плавно регулировать сварочный ток (40—100%).
Кроме того, все прерыватели ПИТ, ПИШ, ПСЛ обеспечивают автоматическую стабилизацию сварочного тока при колебаниях напряжения сети» питающей машину. Изменение тока, вызываемое колебанием напряжения, может снизить качество получаемых сварных соединений, поэтому в прерывателях предусмотрено специальное компенсирующее устройство, которое автоматически изменяет момент включения управляемых вентилей-игнитронов или тиристоров (угол а» рис. 17, в), благодаря чему поддерживается заданный 'сварочный ток.
Работа сварочной машины по заданной циклограмме (см. гл, I) не может быть обеспечена применением одного только контактора или прерывателя тока. Для этой цели необходима аппаратура, которая выдает в нужные моменты времени команды на включение и выключение соответствующих исполнительных элементов, управляющих всеми электрическими и механическими устройствами машины. Эту аппаратуру принято называть регулятором цикла сварки (РЦС).
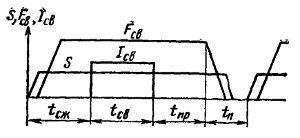
В общем случае Р1ДС представляет собой электронное устройство, обеспечивающее отсчет последовательных, а иногда и параллельных выдержек времени интервалов цикла сварки. В начале и конце каждого интервала выдается команда па соответствующий исполнительный элемент машины. Все РЦС работают в одиночном цикле сварки, а также в автоматическом повторяющемся режиме. Наиболее простые РЦС предназначены для управления точечными и рельефными машинами, выполняющими в процессе сварки четыре операции (интервала) цикла. При включении цикла сварки (обычно педальной кнопкой) выдается команда на движение S вниз верхнего электрода и сжатие деталей Рсь и начинается отсчет интервала «Сжатие» — tan. После отсчета установленного tcnt посутпает команда на включение сварочного тока /св, который протекает в течение времени «Сварка» — tCB. После выключения тока отсчитывается интервал «Проковка^ — гщ, в конце которого дается команда на подъем электрода. Если педальная кнопка остается нажатой, то после отсчета времени «Пауза» — tn цикл сварки повторяется. В машинах старых выпусков указанный цикл сварки осуществляется с помощью РЦС типа РВЭ-7 (реле времени с электронными лампами), построенного с использованием ЯС-цепочек для отсчета времени. Регулятор РВЭ-7 работает в комплекте с асинхронным игнитронным контактором КИА, который включается и выключается замыкающим контактом Р регулятора; при этом невозможно плавное (фазовое) регулирование сварочного тока. Контакт Р может также подавать команду на включение прерывателя ПИТ, ПСЛ и т. п. В этом случае длительность протекания сварочного тока будет определяться не РВЭ-7, а прерывателем, который обеспечит также и плавное изменение тока.
В современных машинах для точечной сварки применяют регулятор цикла РЦС-403, выполненный на полупроводниковых логических элементах. Он работает по циклограмме РВЭ-7 совместно с тнристорны-ми контакторами КТ-1а КТ-03, КТ-04 или тиристорным блоком поджигания игнитронов. К преимуществам РЦС-403 -следует отнести бесконтактное включение и выключение электропневматического клапана привода усилия машины, возможность плавного изменения сварочного тока путем фазового регулирования и более точный отсчет времени интервалов цикла сварки. Длительности интервалов tcmf tap, ta регулируются плавно в пределах 0,04—1,7 с и *Св ступенчато от 0,02 до 2,2 с.
Для управления более сложными точечными и рельефными машинами применяют специальные многопрограммные РЦС, выполняемые в виде отдельных блоков или шкафов (ШУ-123, ПСЛТ-1200 и т. п,)« Такие регуляторы позволяют вести сварку с различными вариантами изменений усилия и сварочного тока. Для управления машинами шовной сварки обычно не требуется специальных регуляторов» а необходимый цикл «Сварка»— «Пауза» обеспечивается применением синхронных прерывателей ПИШ, ПСЛ и т. д. Для управления работой пневмоклапанов и двигателем вращения роликов используют простые релейные устройства.
В большинстве машин стыковой сварки включение и выключение сварочного тока выполняют электромагнитные контакторы. Иногда при сварке оплавлением и в специальных машинах для сварки сопротивлением <: целью стабилизации процесса используют контакторы с управляемыми вентилями (игнитронами и тиристорами). Для управления циклом сварки применяют реле времени и напряжения на тиратронах и электронных лампах, а в последнее время — на полупроводниковых логических элементах.