Машины ответственного назначения
Машинами ответственного назначения для точечной и шовной сварки принято считать некоторые машины переменного тока, низкочастотные, конденсаторные и постоянного тока, обеспечивающие высокие стабильность параметров режима н качество сварных соединений.
Для точечной сварки предназначены машины переменного тока МТ-1223, МТПУ-300 и МТ-3201 с вылетом 500 мм и МТП-150/1200-1М, МТП-200/1200-3 и МТ-2002 с вылетом 1200 мм. Машина МТ-3201 выпускается взамен машины МТПУ-300, машина МТ-2002 — взамен МТП 150/1200-1М и МТП-200/1200-3. Аппаратура управления этих машин, выполненная на полупроводниковых логических элементах, позволяет получать один или два импульса сварочного тока с независимой регулировкой величины и длительности паузы между ними» а также модуляцию переднего и заднего фронта импульса сварочного тока. Наряду со сваркой черных металлов на машинах МТПУ-300 и MT-320I можно сваривать легкие сплавы, для чего предусмотрен цикл сварки с ковочным усилием.
Для точечной и шовной сварки деталей из легких сплавов и некоторых других металлов используют низкочастотные машины типов МТПТ, МИШИ, МШШТ и другие, разработанные в 50-х годах. Наряду с преимуществами эти низкочастотные машины имеют узкие технологические возможности сварки, большие размеры и массу и несовершенную аппаратуру управления.
Для точечной и шовной сварки крупногабаритных узлов из любых сваривающихся металлов взамен низкочастотных машин выпускают машины постоянного тока типов МТБ и МШВ. При сварке на этих машинах можно использовать однополярные импульсы тока практически неограниченной длительности.
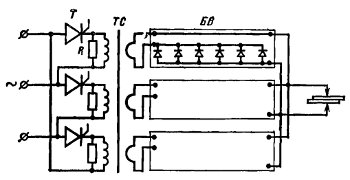
Выпрямление переменного тока происходит непосредственно во вторичном контуре машины с помощью мощных кремниевых вентилей. Управляемые вентили-тиристоры Т поочередно подключают к фазам сети первичные обмотки трехфазного трансформатора ТС- Для улучшения работы тиристоров параллельно первичным обмоткам включены резисторы R. Во вторичном контуре использована схема трехфазного одно-полупериодного выпрямления. К выходам каждой из трех вторичных обмоток присоединен выпрямительный блок БВ, состоящий из нескольких параллельно включенных кремниевых вентилей. Выходные зажимы всех блоков БВ соединены параллельно и подводят постоянный ток ко вторичному контуру машины.
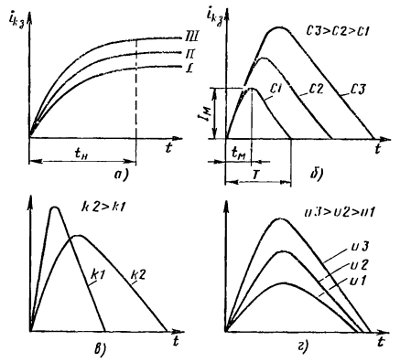
Машины постоянного тока по сравнению с низкочастотными имеют сварочный трансформатор меньшей массы и более технологически универсальны за счет широкого регулирования формы импульсов сварочного тока. Импульсы сварочного тока характеризуются плавным нарастанием и таким же спадом. Амплитудное значение тока регулируется ступенчато переключением ступеней трансформатора и плавно изменением угла включения тиристоров.
Конденсаторные машины используют для точечной и рельефной сварки различных металлов и сплавов. Машины малой мощности применяют также и для шовной сварки деталей небольшой толщины (0,5 мм и менее).
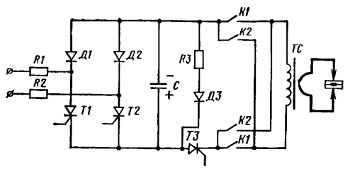
Импульс сварочного тока образуется при разряде заряженной конденсаторной батареи С на первичную обмотку трансформатора ТС машины. Батарея заряжается от однофазной сети через зарядные резисторы R/t R2 и силовой управляемый выпрямитель, образованный вентилями Д1, Д2 и тиристорами T1, Т2. Конденсаторы С разряжаются на первичную обмотку трансформатора ТС через тиристор ТЗ. Во избежание насыщения магнитопровода трансформатора полярность напряжения, подаваемого на ТС, чередуется путем поочередного включения контакторов К1 или К2. В связи с тем, что в машинах использованы электролитические конденсаторы, не допускающие перезаряд напряжением обратной полярности, в схеме предусмотрен шунтирующий вентиль ДЗ и ограничивающий резистор R3.
Конденсаторные машины характеризуются высокой стабильностью импульсов сварочного тока, так как его параметры (амплитуда и длительность) при данной емкости конденсаторов определяются только напряжением, до которого заряжены конденсаторы. Импульсы тока конденсаторных машин имеют относительно малую длительность при большой амплитуде, что особенно эффективно при сварке металлов с высокой теплоэлектропроводностью.
Форма импульсов тока зависит от емкости батареи конденсаторов С, напряжения на конденсаторах и и коэффициента трансформации А. При увеличении емкости конденсаторов значительно увеличивается амплитуда тока Iм и длительности tM и Т. Изменение коэффициента трансформации k приводит примерно к пропорциональному изменению tM и Г; от напряжения и в основном зависит 1Ш а длительности /м и Т остаются практически неизменными. Длительность импульсов тока серийных точечных конденсаторных машин типа МТК можно регулировать в пределах 0,005-0,08 с; амплитуда тока Iм достигает 80 кА.
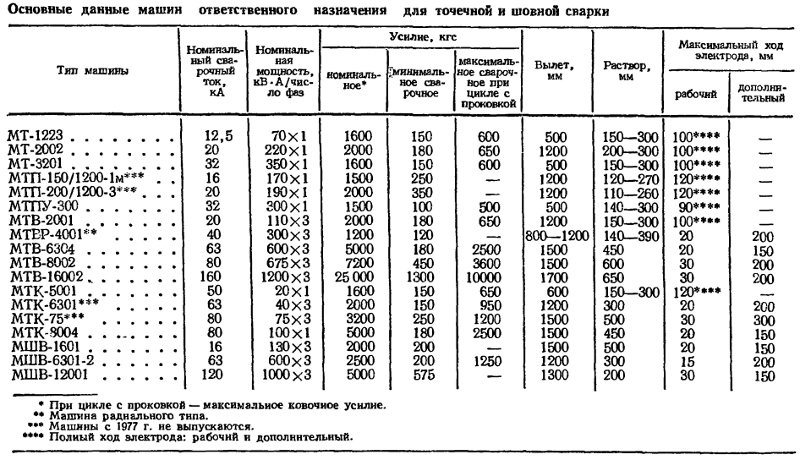
Большинство точечных и шовных машин ответственного назначения предназначено для сварки крупногабаритных узлов, так как они имеют большие размеры рабочего пространства (вылет до 1500 мм, раствор до 600 мм). На них можно выполнять сварку различных металлов. Все машины, кроме MTB-16002, снабжены пневматическим приводом усилия, МТВ-16002 — гидравлическим от насосной станции. Аппаратура управления машин выполнена на полупроводниковых логических элементах, в силовых цепях вместо игнитронов используются тиристоры. Аппаратура машин постоянного тока выполнена с дискретным отсчетом всех интервалов цикла сварки с частотой питающей сети и стабилизацией сварочного тока.
В шовных машинах постоянного тока использованы многие узлы точечных машин (приводы усилия, выпрямительные блоки, шкафы управления). Особенность шовных машин заключается в том, что привод роликов позволяет получать непрерывное и прерывистое (шаговое) перемещение свариваемых деталей. Приводным является верхний ролик, а в машине МШВ-1601 — любой из роликов.
Механическое устройство точечных конденсаторных машин не отличается от механических устройств машин других типов. Например, конструкции силового корпуса, кронштейнов и пневматического привода усилия машин МТК-8004 и МТВ-6304 полностью унифицированы. Батарею конденсаторов монтируют в отдельных шкафах (МТК-8004) пли в корпусе машины (МТК-1601).
Несмотря на достаточные сварные токи и усилия конденсаторных машин, сварка черных металлов на них ограничена по толщине, а закаливающихся сталей и жаропрочных сплавов невозможна из-за относительно небольшой длительности протекания тока (см. табл. 8). Кроме мощных конденсаторных машин для сварки деталей малой толщины (0,1—0,5 мм) используют машины ТКМ-15, МТК-1201, МТК-1601, МРК-5 и МШК 1601.