7к казино — вход на официальный сайт
Бонус за первый депозит до 100% + 50 фриспинов
| Параметр | Значение |
|---|---|
| Год основания | 2021 |
| Лицензия | Кюрасао № 365/JAZ |
| Количество игр | Более 3500 |
| Мин. депозит | 500 рублей |
| Время вывода | До 24 часов |
| Welcome-бонус | 100% на первый депозит |
Обзор 7к казино
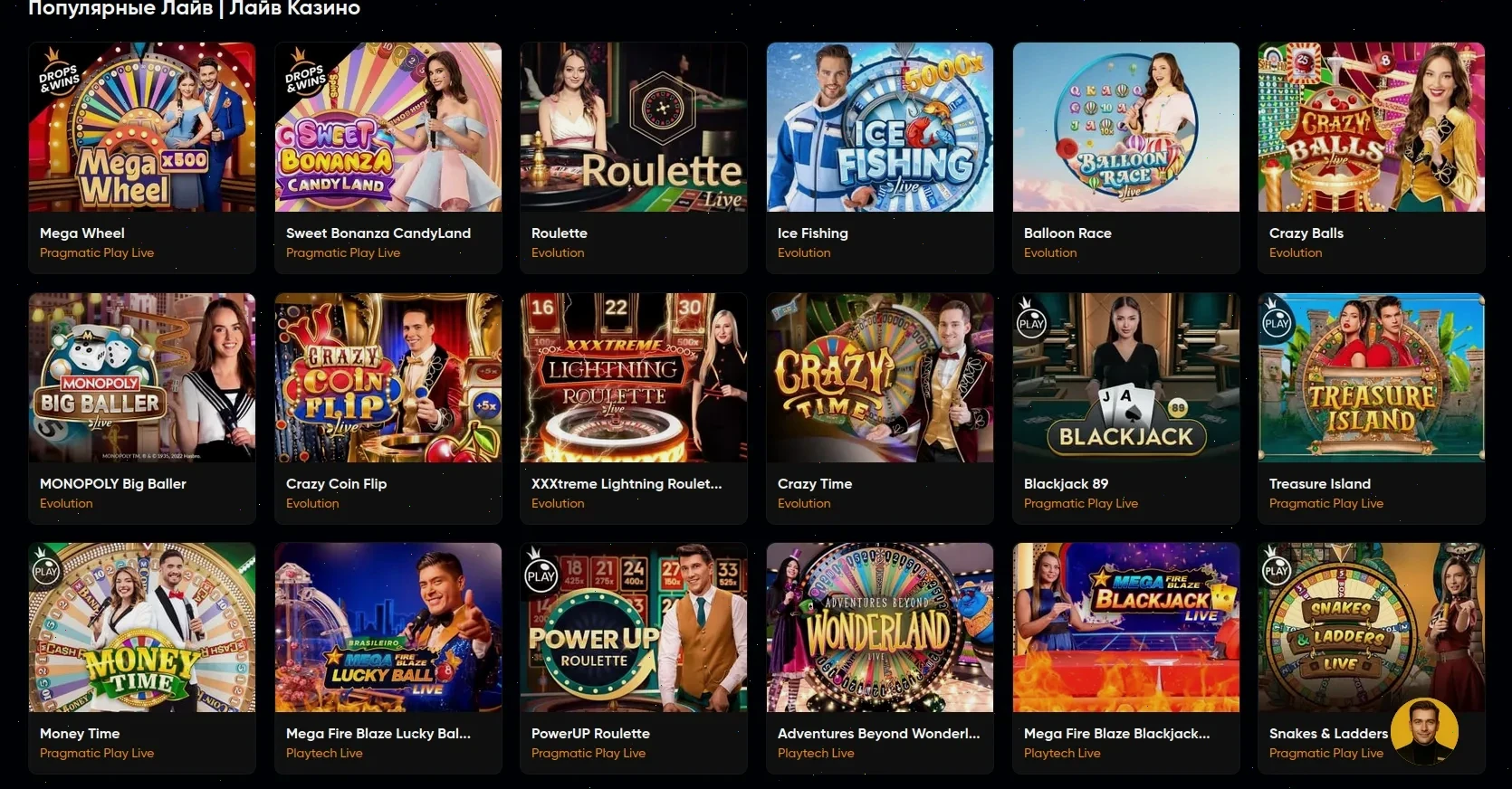
7к казино — это платформа, которая заслужила доверие игроков. Сам я регистрировался там еще в 2022, и с тех пор проблем не было. Выводы работают стабильно, поддержка отвечает быстро. Казино 7к предлагает слоты от топовых провайдеров: Pragmatic Play, NetEnt, Microgaming. Есть live-казино с реальными крупье — рулетка, блэкджек, баккара.
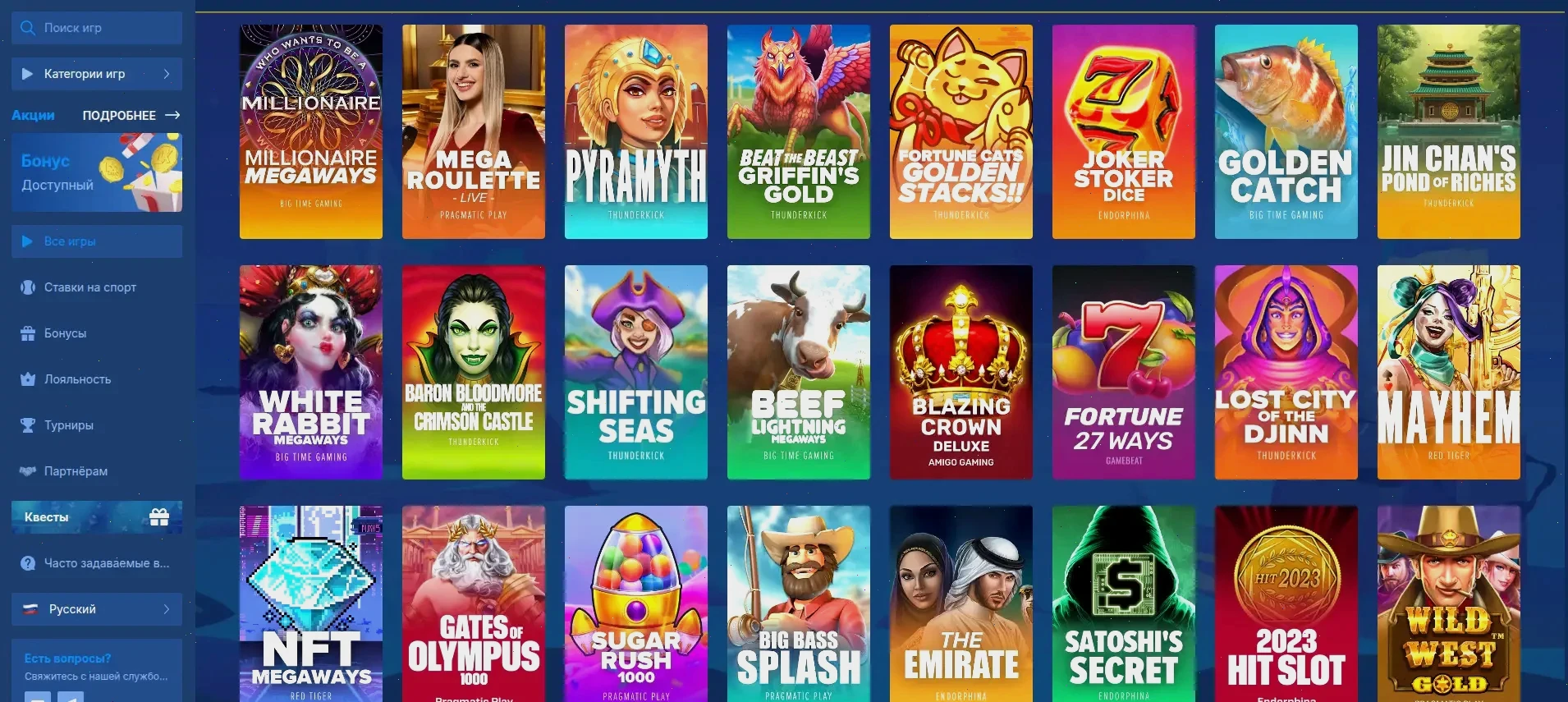
По факту, выбор игр огромный. Только слотов больше 2000 штук. Есть и нашумевшие краш-игры вроде Aviator. Демо-режим доступен без регистрации — можно попробовать любую игру бесплатно. Минимальный депозит — 500 рублей, что вполне приемлемо. Вывод средств — от нескольких часов до суток, зависит от метода.
Зеркало 7к — как получить доступ
Из-за блокировок основой сайт 7к казино может быть недоступен. Но есть зеркало — рабочая ссылка, которая всегда актуальна. Зеркало 7к полностью повторяет функционал основного сайта. Доступ к зеркалу можно получить через VPN или просто воспользоваться альтернативным адресом.
Способы обхода блокировок
- Использовать зеркало 7к казино
- Установить VPN-приложение
- Скачать мобильное приложение
Регистрация в казино 7к
Процесс регистрации простой: нужно указать email, придумать пароль, выбрать валюту аккаунта. После этого — подтвердить почту. Верификация личности требуется только для вывода крупных сумм. Личный какаунт интуитивно понятен — все разделы под рукой.
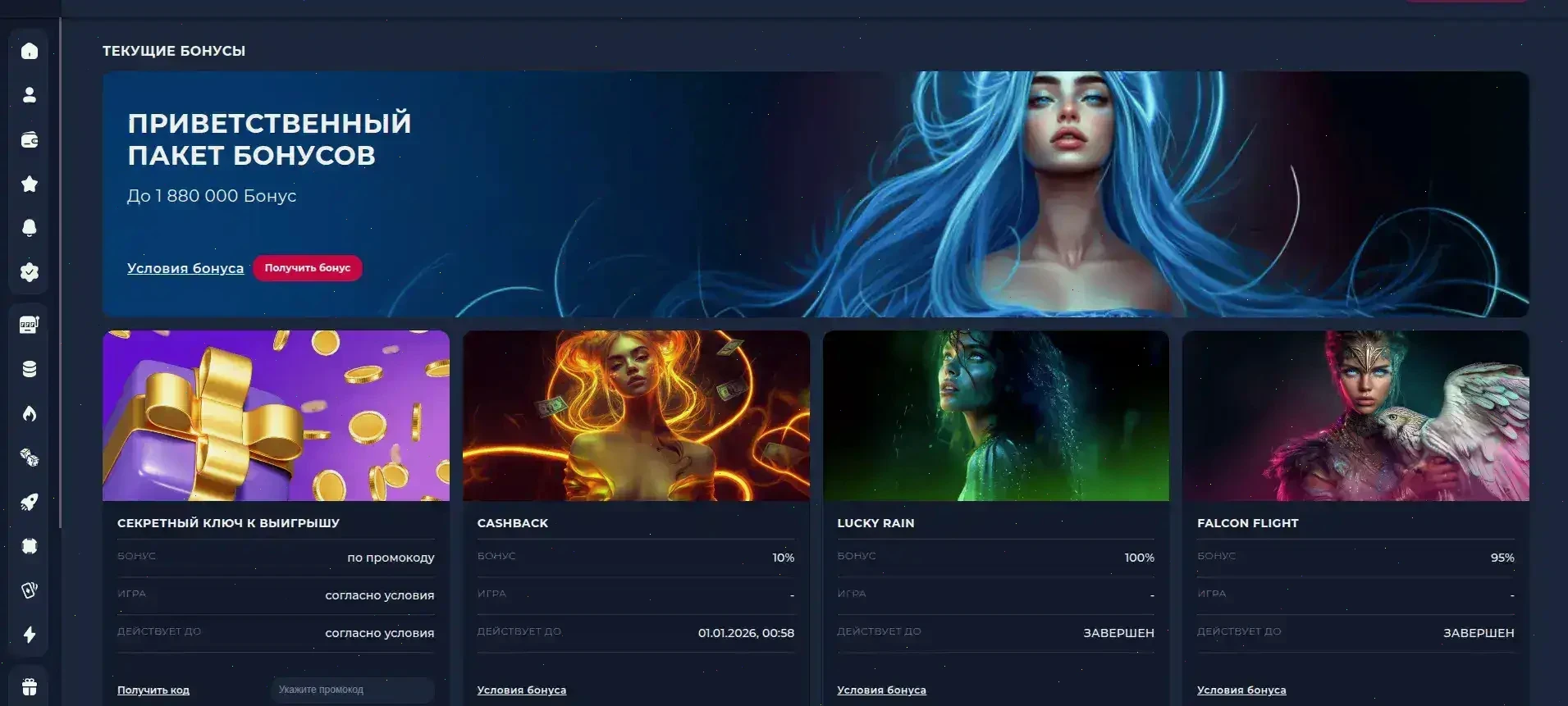
Бонусы и акции 7к
Приветственный бонус — это 100% от первого депозита плюс фриспины. Еженедельный кэшбэк до 10%. Программа лояльности с VIP-статусами. Важно читать условия отыгрыша — вейджер x35 для бонусных средств.
| Тип бонуса | Условия |
|---|---|
| Приветственный | 100% + 50 фриспинов, вейджер x35 |
| Кэшбэк | До 10% каждую неделю |
| Фриспины | За депозиты от 1000 рублей |
Игровые автоматы и live-казино
Продакшн-команда 7к казино постоянно добавляет новые игры. Из последнего — слоты от Nolimit City и Push Gaming. Live-казино от Evolution Gaming — это отдельная тема: профессиональные крупье, качественная картинка, быстрая рулетка. Джекпот-слоты тоже есть — можно сорвать куш.
Мобильная версия и приложение
Сайт адаптирован под мобильные устройства. Есть приложения для iOS и Android. APK-файл можно скачать с официального сайта. Функционал мобильной версии не уступает десктопной.
Пополнение счета и вывод средств
Платежные методы: банковские карты, электронные кошельки, криптовалюта (Bitcoin, USDT). Пополнение — моментально. Вывод — до 24 часов. Лимиты: минимальный вывод — 500 рублей, максимальный — 600 000 рублей в месяц.
Отзывы
Большинство отзывов положительные. Игроки хвалят быстрые выплаты и отзывчивую поддержку. Из минусов — иногда затягивается верификация.
Служба поддержки
Работает круглосуточно. Чат, email, телефон. Отвечают оперативно, по моему опыту — в течение 5-10 минут.